Nella saldatura dell’acciaio inox il margine di errore è più stretto che su altri metalli: basta poco calore in eccesso, una protezione gassosa debole o un consumabile sbagliato per perdere resistenza alla corrosione e rovinare l’aspetto del cordone. In questa guida metto ordine tra processo, preparazione, scelta del filo o dell’elettrodo, gas, purge e finitura finale, con un taglio pratico da officina e fai-da-te. Io parto sempre da una regola semplice: sull’inox non conta solo unire due pezzi, conta farlo senza alterarne le proprietà.
I punti che fanno davvero la differenza quando lavori l’inox
- Il processo giusto cambia tutto: TIG per precisione, MIG per produttività, elettrodo per riparazioni e lavoro in esterno.
- La pulizia prima dell’arco vale quasi quanto la saldatura stessa: grasso, ossidi e contaminazione ferrosa vanno eliminati.
- Per 304/304L, 316/316L e giunti dissimili non si usa lo stesso materiale d’apporto.
- Su lamiere sottili e tubi il controllo del calore è decisivo per evitare deformazioni, ossidazione e porosità.
- Il purge interno è fondamentale quando il retro del cordone resta esposto o deve essere sanitario.
- La finitura finale non è cosmetica: su inox spesso è parte della protezione contro la corrosione.
Scegliere il processo giusto prima di accendere l’arco
Io scelgo il processo in base a tre domande: quanto è visibile il pezzo, quanto è sottile il materiale e quanto mi interessa la produttività. Per l’inox austenitico, che è la famiglia più comune in officina, il TIG resta il riferimento quando serve controllo fine; il MIG con miscela argonica è più veloce; l’elettrodo inox entra in gioco quando il contesto è scomodo, esterno o di riparazione. Le guide tecniche di Lincoln Electric ed ESAB vanno nella stessa direzione: non esiste un processo “migliore” in assoluto, esiste quello più adatto al giunto.| Processo | Quando lo preferisco | Punti forti | Limiti reali |
|---|---|---|---|
| TIG | Lamiere sottili, tubi, cordoni estetici, lavorazioni igieniche | Controllo del bagno, finitura pulita, poca proiezione | Più lento, richiede mano ferma e schermatura perfetta |
| MIG con miscela a base argon | Carpenteria leggera, pezzi medi, lavorazioni ripetitive | Velocità, buona produttività, meno tempi morti | Più sensibile alla taratura e alla pulizia del bordo |
| Elettrodo inox | Riparazioni, cantiere, punti difficili da raggiungere | Portabilità, semplicità, utile fuori banco | Più scoria, più pulizia dopo la passata, estetica meno fine |
Se devo saldare una lamiera da 1 mm o una giunzione che rimane a vista, parto quasi sempre dal TIG. Se invece devo chiudere un supporto o fare un lavoro ripetitivo in officina, il MIG mi fa guadagnare tempo. Capito questo, il vero salto di qualità arriva con la preparazione della superficie.

La preparazione della superficie decide più del saldatore
L’inox non perdona i residui. Grasso, impronte, ossidi di taglio, ossido da smerigliatura e perfino una spazzola usata sul carbon steel possono trasformarsi in porosità, inclusioni o punti che in futuro arrugginiscono. Prima di saldare, io tratto il pezzo come se dovesse finire in vista: pulizia seria, bordo regolare e nessuna contaminazione incrociata.
Gli strumenti minimi che uso davvero
- Sgrassatore o acetone per eliminare olio e residui leggeri.
- Spazzola dedicata all’inox, mai usata su acciaio al carbonio.
- Dischi abrasivi separati per inox, meglio se identificati in modo chiaro.
- Morsetti e riscontri per tenere il giunto in posizione senza tensioni inutili.
- Panni puliti che non lasciano fibre o sporco sul bordo.
Leggi anche: Ruggine con aceto e bicarbonato - Funziona davvero?
La sequenza che seguo io
- Elimino lo sporco visibile e sgrasso la zona da saldare.
- Rimuovo ossidi e bave fino a ottenere un bordo pulito e uniforme.
- Controllo il fit-up: se il gioco tra i pezzi è eccessivo, il bagno diventa più difficile da gestire.
- Preparo i punti di puntatura prima della passata vera e propria.
Qui c’è un dettaglio che molti sottovalutano: la contaminazione ferrosa non si vede sempre subito, ma più avanti si traduce in macchie o corrosione localizzata. Una preparazione fatta bene mi evita quasi sempre di inseguire difetti dopo. A quel punto il tema successivo è scegliere i consumabili corretti, perché il materiale d’apporto può cambiare il comportamento del giunto.
Consumabili e gas da scegliere senza improvvisare
Quando lavoro l’inox, io non guardo solo il diametro del filo o della bacchetta: guardo la compatibilità metallurgica. Per esempio, 308L è la scelta classica per 304 e 304L; 316L è più adatto quando il pezzo base è 316 o 316L; 309L entra in scena quando unisco acciaio dolce e inox oppure faccio giunti dissimili. Sono scelte che non servono a “fare un cordone bello”, ma a evitare problemi di corrosione e cricche nel tempo.| Base metal / giunto | Materiale d’apporto tipico | Perché lo scelgo |
|---|---|---|
| 304 / 304L | 308L | È il classico per uso generale; il carbonio basso riduce il rischio di precipitazioni indesiderate ai bordi del grano. |
| 316 / 316L | 316L | Il molibdeno aiuta la resistenza alla vaiolatura in ambienti più aggressivi. |
| Acciaio al carbonio + inox | 309L | È pensato per i giunti dissimili e riduce il rischio di criccature e diluizione sfavorevole. |
Per il TIG uso argon puro come riferimento, con un flusso iniziale che per molti lavori sta intorno a 6-10 L/min con tazze standard; con beccucci più grandi o gas lens posso salire. Sulle lamiere sottili mi interessa più la stabilità del bagno che la potenza pura, quindi il pulsato è spesso un aiuto concreto. Sia TIG sia MIG richiedono una schermatura sensata: troppo gas crea turbolenza, troppo poco lascia il bagno scoperto. Anche qui le indicazioni di base sono chiare: protezione pulita, arco stabile, nessuna improvvisazione con miscele inadatte. E quando il pezzo è un tubo, entra in gioco il purge interno.
Il calore va domato, non solo regolato
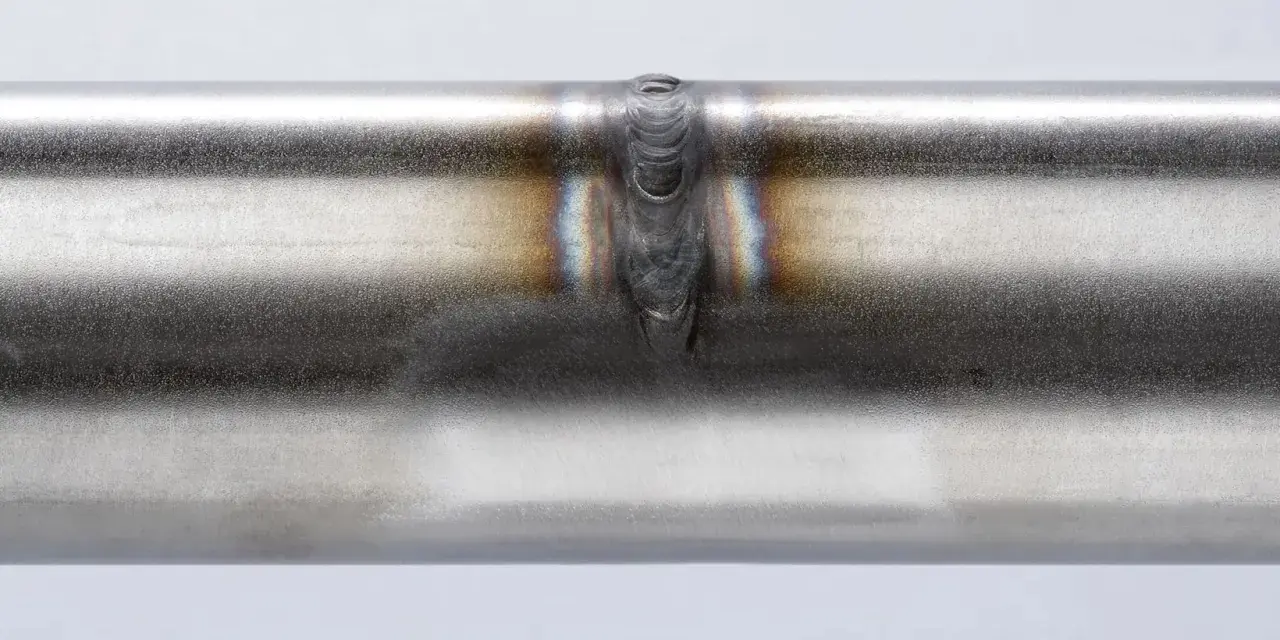
Sull’inox il problema non è solo “fondere bene”, ma farlo senza alterare troppo la zona termicamente influenzata. Se esagero con corrente, velocità lenta o passate troppo lunghe, il pezzo si imbarca, il cordone si scurisce e la superficie perde parte della sua resistenza alla corrosione. La colorazione blu o marrone non è un dettaglio estetico: segnala che l’ossidazione è andata oltre il punto ideale.
- Uso passate più corte e lascio raffreddare tra una passata e l’altra quando il pezzo lo richiede.
- Stringo il giunto con morsetti e riscontri per ridurre il movimento durante la saldatura.
- Inizio con punteggiature ben distribuite, così il pezzo non si apre o chiude mentre scalda.
- Tengo l’arco corto e costante: più si allunga, più la protezione perde efficacia.
- Sulle lamiere sottili preferisco il pulsato, perché mi aiuta a contenere il bagno e a limitare la distorsione.
La vera regola pratica è questa: se il pezzo sta cambiando forma, sto già pagando un prezzo che poi recupererò con tempo di rettifica o rifinitura. Io preferisco rallentare di dieci secondi in saldatura piuttosto che perdere dieci minuti dopo. Questo ragionamento diventa ancora più importante quando il retro del cordone deve restare pulito, cioè nei tubi e nelle giunzioni chiuse.
Quando il purge interno è indispensabile
Se saldo tubi, collettori, serbatoi o componenti destinati a passaggio di fluidi, il lato interno del cordone può fare la differenza tra un lavoro buono e uno da rifare. Il cosiddetto purge serve a espellere l’ossigeno dalla zona posteriore del giunto, evitando il tipico effetto “sugaring”, cioè la granulazione ossidata sul retro del cordone. In pratica, senza protezione interna rischi cricche, contaminazione e una resistenza alla corrosione nettamente peggiore.
Io considero il purge quasi obbligatorio quando il pezzo è sanitario, alimentare, farmaceutico o comunque non ammette ossidazione interna. Per questo, nelle giunzioni a tubo, l’argon resta il punto di partenza più affidabile; in casi specifici possono entrare in gioco azoto o elio, ma non sono scorciatoie universali. Anche le indicazioni richiamate dagli standard e dalle guide tecniche dei produttori convergono su questo approccio: protezione coerente, flusso controllato e lato interno non lasciato al caso.
- Tubi e collettori con radice accessibile solo in parte.
- Componenti destinati a servizio alimentare o igienico.
- Giunti chiusi in cui il retro del cordone resta nel circuito del fluido.
- Passate di radice dove la qualità interna conta quanto quella esterna.
Se non posso fare un purge corretto, io mi fermo e rivaluto il giunto. A volte basta cambiare sequenza o accesso; altre volte serve accettare che quel dettaglio non è compatibile con il risultato richiesto. Quando il purge è a posto, però, resta un ultimo filtro fondamentale: gli errori ricorrenti che vedo in officina.
Gli errori che fanno rifare il lavoro
Molti problemi sull’inox non nascono dall’arco, ma da una catena di piccole imprecisioni. Io li riconosco quasi sempre prima ancora di finire il pezzo, perché hanno sintomi tipici: cordone scuro, porosità, deformazioni, bordo sporco o perdita di brillantezza. La parte utile, però, non è elencarli soltanto: è capire come evitarli con gesti semplici e costanti.
- Usare il materiale d’apporto sbagliato - per esempio 308L su un giunto dissimile dove invece serve 309L.
- Saltare la pulizia - grasso e ossidi restano nel bagno e poi si trasformano in difetti visibili o invisibili.
- Esagerare con il calore - il pezzo si deforma e la superficie si ossida più del necessario.
- Proteggere male il bagno - un gas insufficiente o turbolento apre la strada a porosità e ossidazione.
- Contaminare l’inox con attrezzi sporchi - una spazzola usata altrove può lasciare particelle ferrose e macchie future.
- Ignorare il retro del cordone - nei tubi è uno degli errori più costosi perché il danno si nasconde dentro.
I dettagli che rendono l’inox davvero affidabile
Quando devo uscire dalla postazione, io faccio sempre un controllo rapido ma severo. Prima verifico che il giunto sia pulito e asciutto; poi controllo il materiale d’apporto, la protezione del bagno e, se serve, il purge interno. Solo dopo guardo l’estetica. Su inox questo ordine conta più dell’ordine opposto, perché un cordone bello ma contaminato resta comunque un cattivo cordone.
- Giunto pulito, senza olio, ossidi o residui ferrosi.
- Filo, bacchetta o elettrodo coerenti con la lega base.
- Gas stabile e flusso non eccessivo.
- Punteggiature e posizionamento che tengano fermo il pezzo.
- Protezione del lato interno quando il giunto lo richiede.
- Finitura finale con strumenti dedicati all’inox e, se necessario, passivazione: il trattamento che aiuta a ripristinare lo strato protettivo superficiale.
Se devo lasciare una regola pratica, è questa: l’inox premia chi lavora con metodo, non chi cerca scorciatoie. Una preparazione pulita, il consumabile giusto, una protezione gassosa seria e un controllo del calore fatto bene valgono più di qualsiasi “trucco” da banco. Quando questi elementi sono in equilibrio, il cordone non deve soltanto sembrare corretto: deve esserlo davvero.