
La litografia stampa 3D, nel linguaggio comune, indica soprattutto la stampa a resina: una famiglia di processi in cui la luce trasforma un fotopolimero liquido in un pezzo solido, strato dopo strato. Qui chiarisco come funzionano SLA, DLP e LCD, quando convengono davvero in officina e quali accorgimenti servono per ottenere pezzi precisi senza ritrovarsi con superfici appiccicose o fragili. Se lavori con elettroutensili, dime, maschere o piccoli prototipi, queste differenze contano più di quanto sembri.
In sintesi, la stampa a resina conviene quando servono precisione e finitura
- Con “litografia” in questo contesto si intende la polimerizzazione di una resina liquida tramite luce controllata.
- SLA, DLP e LCD/MSLA sono tecnologie vicine, ma cambiano il modo in cui ogni strato viene esposto.
- Rispetto alla FDM, il vantaggio principale è la qualità superficiale; il compromesso è un flusso di lavoro più delicato.
- In officina funziona bene per dime, maschere, inserti e piccoli prototipi funzionali.
- Lavaggio, post-cura e sicurezza fanno parte del risultato finale, non sono passaggi accessori.
Cosa significa davvero la litografia nella stampa 3D
Nel campo della manifattura additiva, “litografia” non indica una tecnica di incisione tradizionale, ma un processo in cui una sorgente luminosa solidifica una resina fotosensibile. In pratica, il file 3D viene scomposto in strati sottili e ogni strato viene indurito da luce UV o visibile fino a formare il pezzo completo.
Il termine tecnico più corretto è vat photopolymerization, cioè fotopolimerizzazione in vasca. Dentro questa famiglia rientrano SLA, DLP e LCD/MSLA: tre soluzioni diverse per ottenere lo stesso obiettivo, con differenze reali su velocità, superficie, costo e manutenzione. Per questo la scelta non va fatta sul nome della tecnologia, ma sul tipo di pezzo che devi davvero ottenere.
Se lo guardo dal punto di vista dell’officina, la domanda giusta non è “qual è la macchina più sofisticata?”, ma “qual è quella che mi dà il pezzo giusto con il minor attrito operativo?”. Da qui vale la pena vedere come avviene la stampa, passo dopo passo.
Come funziona la stampa 3D a resina passo per passo
Il ciclo è lineare, ma ogni passaggio influenza il risultato finale. Io lo leggo così:
- Si crea il modello CAD e lo si prepara nel software di slicing.
- Si sceglie l’orientamento del pezzo, che cambia supporti, finitura e rischio di deformazione.
- Si aggiungono i supporti, cioè le strutture temporanee che tengono fermo il pezzo durante la stampa.
- La macchina espone un primo strato di resina e lo solidifica.
- Il piano si muove, la resina rientra nello spazio di lavoro e il processo si ripete strato dopo strato.
- Il pezzo viene lavato per rimuovere la resina non polimerizzata, poi post-curato per stabilizzare le proprietà meccaniche.
Nel desktop, lo spessore di strato si muove spesso tra 25 e 100 micron: più scendi, più aumentano dettaglio e tempo di stampa. Una banda molto comune per la polimerizzazione è quella dei 405 nm, ma quello che conta davvero è la coerenza dell’intero sistema, non il numero in scheda preso da solo.
Capire questi passaggi aiuta anche a leggere le differenze tra le varie tecnologie a resina, che è il punto successivo.
SLA, DLP e LCD non si scelgono allo stesso modo
Se dovessi riassumere in una frase, direi che SLA punta sul controllo del tracciamento, DLP sulla velocità di esposizione e LCD/MSLA sul rapporto tra costo e dettaglio. Nella pratica, la macchina giusta dipende più dal pezzo che vuoi ottenere che dall’etichetta tecnologica.
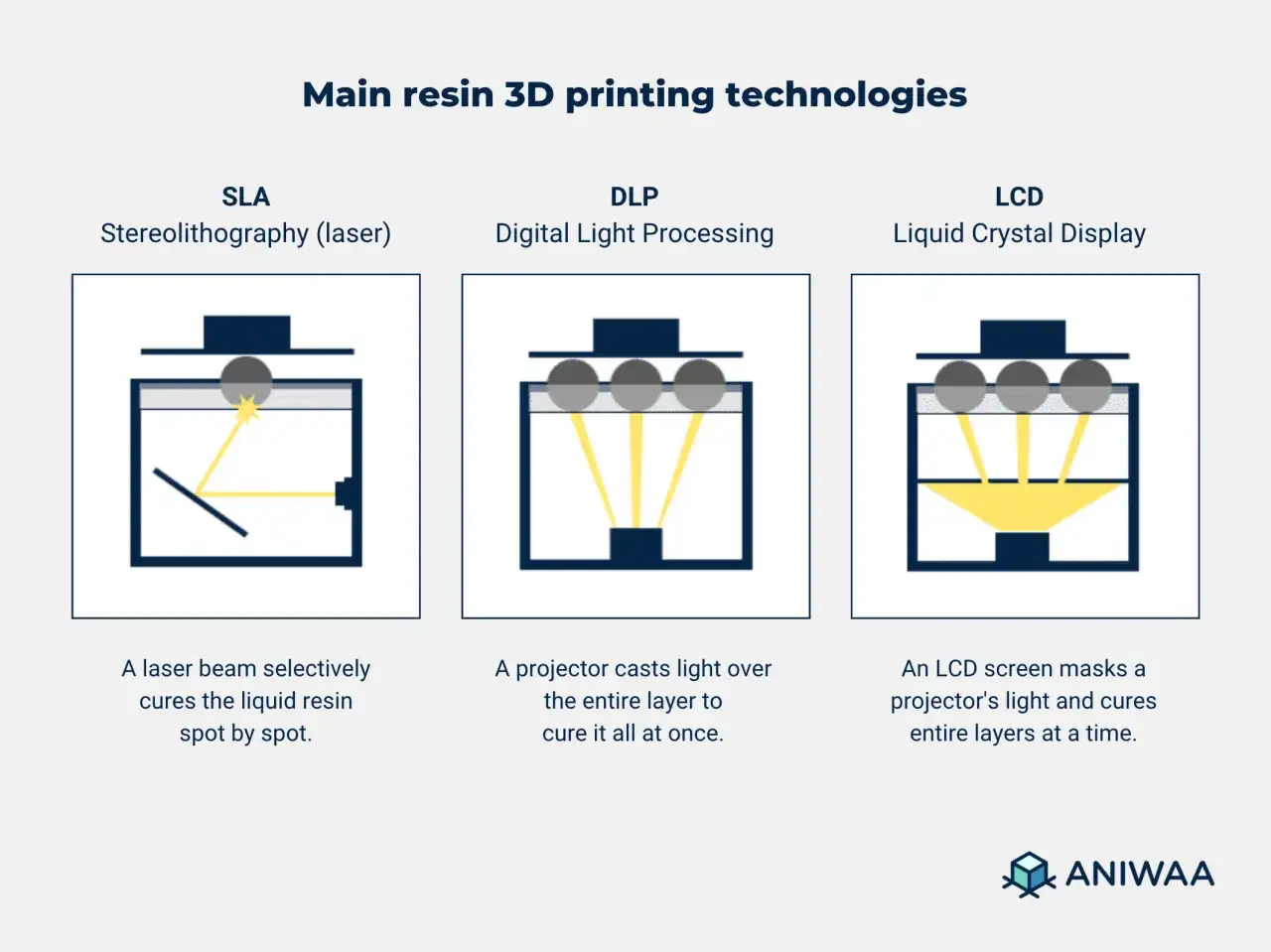
| Tecnologia | Come espone la resina | Punti forti | Limiti | Quando la userei in officina |
|---|---|---|---|---|
| SLA | Un laser disegna il profilo di ogni strato con grande precisione. | Ottima precisione, superfici molto pulite, ottimo controllo su geometrie sottili. | Può essere più lenta su sezioni grandi e spesso costa di più. | Per pezzi piccoli ma esigenti, dove la finitura conta molto. |
| DLP | Un proiettore espone l’intero strato in una sola volta. | Velocità alta, buona ripetibilità, adatta a lotti di pezzi piccoli e medi. | Il pixel grid può diventare visibile in alcune geometrie. | Per serie brevi, attrezzaggi ripetuti e componenti da banco. |
| LCD / MSLA | Uno schermo LCD maschera la luce UV di fondo. | Prezzo spesso più accessibile, buon dettaglio, ecosistema molto diffuso. | Lo schermo è un componente soggetto a usura e richiede attenzione. | Per chi vuole entrare nel mondo della resina con un investimento più contenuto. |
Per l’officina, la regola semplice è questa: se fai piccoli pezzi ripetitivi, DLP o LCD spesso bastano e avanzano; se cerchi il massimo controllo su geometrie sottili e superfici pulite, SLA resta un riferimento. Da qui il passo naturale è capire dove la resina offre davvero un vantaggio pratico nel lavoro di banco.
Dove rende davvero bene in officina e nel fai-da-te
Io la considero una scelta da banco tecnico, non da stampa generica: quando servono dettagli fini, tolleranze strette e forme personalizzate, la stampa a resina fa guadagnare tempo. È particolarmente utile per componenti piccoli o medi che devono guidare, proteggere o posizionare, non per elementi strutturali pesanti.
- Maschere di foratura e dime di allineamento: utili quando il foro deve cadere sempre nello stesso punto.
- Inserti morbidi per morse e ganasce personalizzate: servono a tenere pezzi irregolari senza rovinarli.
- Adattatori per aspirazione e convogliatori polvere: sono facili da modellare e spesso impossibili da trovare già pronti.
- Coperture, distanziali e supporti per sensori: qui la precisione dimensionale conta più della resistenza bruta.
- Piccoli prototipi funzionali: perfetti per verificare ingombri e accoppiamenti prima del pezzo definitivo.
Il vantaggio vero non è solo la finitura: è la capacità di creare un aiuto da officina in poche ore, senza ricorrere subito a lavorazioni più lente o costose. Ovviamente la resina giusta cambia molto il risultato, e questo porta al tema di materiali e post-cura.
Materiali, resina e post-cura che fanno la differenza
Qui si vede la differenza tra un pezzo che “esce dalla macchina” e un pezzo davvero usabile. La resina standard va bene per prototipi e parti estetiche, ma in officina io guardo quasi sempre alle resine tecniche: più tenaci, più stabili o più resistenti al calore.
| Tipo di resina | Punto forte | Limite tipico | Uso consigliato |
|---|---|---|---|
| Standard | Buon dettaglio e finitura | Più fragile sotto urti e trazione | Prototipi, cover, parti estetiche |
| Tough / Durable | Maggiore resistenza meccanica | Costa di più e va progettata bene | Dime, inserti, piccoli pezzi funzionali |
| High temp | Regge meglio temperature elevate | Richiede post-cura corretta | Pezzi vicini a motori, luci o fonti di calore |
| Flexible | Assorbe vibrazioni e piccoli urti | Meno precisa su forme molto sottili | Gripper, distanziali elastici, appoggi morbidi |
Il ciclo corretto, nella pratica, è semplice ma va rispettato: lavaggio, asciugatura, post-cura e solo dopo rifinitura dei supporti se la geometria lo consente. Con resina fresca il lavaggio avviene spesso con alcool isopropilico o con soluzioni alternative compatibili; la post-cura può durare da pochi minuti fino a circa 120 minuti, a seconda del materiale e dell’hardware. Qui non faccio eccezioni: guanti in nitrile, ventilazione e banco pulito non sono dettagli.
Quando il pezzo è curato bene, il salto di qualità si sente subito. Quando non lo è, il problema appare quasi sempre più tardi.
Gli errori che fanno perdere tempo e pezzi
I problemi più comuni non sono quasi mai misteriosi: sono errori di progettazione o di workflow. Quelli che vedo più spesso sono questi:
- Orientare il pezzo in modo troppo piatto sulla piastra: aumenta aspirazione, segni e rischio di deformazione.
- Mettere supporti aggressivi sulle facce a vista: il pezzo poi richiede troppo ritocco.
- Stampare parti cave senza fori di drenaggio: la resina intrappolata rovina pezzo e sicurezza.
- Lavare troppo poco o con solvente sporco: la superficie resta appiccicosa e fragile.
- Post-curare a caso: il pezzo può diventare più duro ma anche più fragile del necessario.
- Usare la resina sbagliata per calore, urti o contatto con solventi: l’insuccesso è quasi garantito.
La mia regola è controllare sempre il pezzo pensando al suo uso reale, non solo al file 3D. Se il componente deve stare vicino a un motore, a una lama o a una superficie calda, la compatibilità del materiale vale più della risoluzione nominale. E proprio per questo conviene chiudere con un criterio di scelta molto pratico.
Il criterio che uso per decidere se stampare in resina o passare altrove
Se il pezzo deve essere piccolo, preciso, visibile da vicino o accoppiarsi bene a un utensile, la resina è spesso la scelta più sensata. Se invece deve prendere colpi, lavorare a lungo sotto carico, stare all’aperto o costare il meno possibile da produrre, io guardo prima alla FDM o a un materiale tecnico più adatto.
- Scegli la resina quando il valore è nella precisione, nella finitura o nella personalizzazione.
- Evitala quando il pezzo deve essere elastico, molto robusto o poco delicato da gestire.
- Fai sempre una prova piccola prima della versione definitiva: cambia poco nel budget e molto negli errori evitati.
Se parti da questo criterio, la stampa a resina smette di essere una scelta astratta e diventa uno strumento utile da banco, soprattutto per chi lavora con elettroutensili, attrezzature e piccoli accessori su misura.