L’alluminio si lavora bene anche in officina domestica, ma richiede metodo: l’ossido superficiale, la dispersione del calore e la sensibilità del materiale ai contaminanti cambiano completamente il risultato. Chi vuole saldare alluminio fai da te deve partire da una scelta semplice ma decisiva: processo giusto, preparazione corretta e consumabili adatti, altrimenti il cordone esce poroso, opaco o fragile. In questa guida mi concentro su ciò che serve davvero per ottenere una riparazione pulita, senza promettere risultati da officina professionale con attrezzatura improvvisata.
Le informazioni che servono prima di toccare il pezzo
- Per l’alluminio, la TIG AC/DC è la soluzione più pulita; la MIG con spool gun è più rapida su pezzi grandi.
- La pulizia conta più di mezzo grado di corrente in più: grasso, ossido e umidità generano porosità e scarsa fusione.
- 4043 e 5356 non sono equivalenti: la scelta del filo dipende dalla lega di base e dal tipo di sollecitazione.
- Un brush in acciaio inox dedicato solo all’alluminio e l’argon corretto fanno una differenza enorme.
- Su pezzi strutturali o critici, il fai-da-te ha limiti netti: non tutto va riparato in garage.
Perché l’alluminio complica la saldatura domestica
Il primo ostacolo è l’ossido: si forma in fretta, protegge il metallo ma rende molto più difficile fondere e bagnare bene il giunto. In pratica, la superficie sembra pronta, ma sotto c’è uno strato che ostacola l’arco e favorisce inclusioni, porosità e mancanza di fusione.
Il secondo problema è la conducibilità termica. L’alluminio porta via il calore più in fretta di quanto molti si aspettino, quindi il bagno sembra “non partire” e, quando finalmente parte, può cedere all’improvviso. Su lamiera sottile il rischio è bruciare un bordo; su pezzi massicci, invece, la saldatura resta fredda e debole se la macchina non è impostata bene.
Il terzo punto è più subdolo: sporco, unto, vernice e umidità non perdonano. Anche una impronta di mano o un residuo di lubrificante può rovinare il cordone, e questo spiega perché sull’alluminio la preparazione pesa quasi più della mano di chi salda. Da qui in avanti la scelta del processo diventa più semplice: se sbagli metodo, nessuna pulizia ti salva davvero.
Quale processo conviene davvero in garage
Se devo scegliere senza girarci intorno, io distinguo tra una riparazione che deve essere bella e una riparazione che deve soprattutto tenere. Sull’alluminio non tutti i processi si comportano allo stesso modo, e la differenza si sente subito nel controllo del bagno e nella qualità finale.
| Processo | Quando lo sceglierei | Punti forti | Limiti reali | Budget indicativo 2026 |
|---|---|---|---|---|
| TIG AC/DC | Pezzi sottili, cordoni visibili, lavori di precisione | Controllo alto, finitura pulita, ottima per riparazioni accurate | Richiede mano ferma, macchina AC e più tempo | Circa 500-900 € per un ingresso serio, oltre 1.000 € per macchine più complete |
| MIG con spool gun | Pezzi lunghi, staffe, carpenteria leggera, lavori più rapidi | Velocità, produttività, buona su giunti meno estetici | Il filo in alluminio è delicato da alimentare e il setup conta molto | Multiprocesso entry-level da circa 300-700 €; spool gun separata spesso 150-200 € |
| Brasatura con bacchette a bassa temperatura | Riparazioni leggere e non strutturali | Attrezzatura semplice, poco calore, utile per piccoli interventi | Non la considero una vera saldatura per pezzi sollecitati o di sicurezza | 20-60 € di bacchette, se hai già il cannello |
Le guide tecniche di Miller ed ESAB convergono su un punto molto concreto: per l’alluminio la TIG lavora in AC, con argon puro e con una preparazione severa del giunto; la MIG diventa credibile solo se il traino del filo è pensato per questo metallo. Tradotto: prima si sceglie il processo, poi si compra il resto. Fare il contrario è il modo più rapido per accumulare frustrazione.
Se il pezzo deve portare carico, vibrazioni o urti, io escludo la brasatura come soluzione principale. Può aiutare su interventi secondari, ma non è la scorciatoia che molti venditori promettono. Una volta scelto il metodo, il banco di lavoro va allestito con i consumabili giusti, perché sull’alluminio i dettagli costano subito qualità.
L’attrezzatura minima che serve davvero
La differenza tra un lavoro che viene accettabile e uno che fa perdere tempo sta spesso nei particolari meno visibili. Io tengo separato tutto ciò che tocca l’alluminio dal resto dell’officina: brush, guanti puliti, panni senza pelucchi e consumabili dedicati. Anche la scelta del metallo d’apporto cambia molto il risultato.
| Elemento | Perché serve | Range realistico |
|---|---|---|
| Saldatrice TIG AC/DC | Consente controllo e pulizia dell’ossido | Circa 500-900 € per un ingresso serio; oltre 1.000 € per macchine più complete |
| Spool gun o MIG compatibile | Evita i problemi di avanzamento del filo morbido | Spool gun circa 150-200 €; multiprocesso compatibile 300-700 € |
| Argon 100% | Protegge il bagno di fusione | Bombola da 10 litri spesso tra 155 e 187 € |
| Riduttore di pressione | Stabilizza il flusso gas | Circa 28-45 € |
| Bacchette ER4043 | Scelta spesso indulgente su molte riparazioni | 0,5 kg a 20,99 €; 2 kg a 46,90 € |
| Bacchette ER5356 | Più orientate alla resistenza su molte leghe | 1 kg a circa 23 € |
| Brush inox e acetone | Rimuovono ossido e sporco prima della saldatura | Pochi euro, ma non sono opzionali |
Fra 4043 e 5356 io non scelgo mai a memoria. Il 4043 è in genere più fluido e più indulgente, quindi spesso parte bene su fusioni e su molte leghe comuni; il 5356 è interessante quando serve un giunto più robusto e la lega di base lo consente. Se non conosci il pezzo, fai prima una prova su uno scarto identico: è molto più onesto di una scelta fatta “a occhio”.
Per la MIG, oltre al filo giusto, conta anche il traino: rulli a U, pressione corretta e guaina adatta all’alluminio riducono i blocchi e i microinceppamenti. Quando il kit è coerente, metà dei problemi sparisce prima ancora di accendere l’arco.
Come preparo il pezzo prima di accendere l’arco
- Sgrasso il pezzo con acetone o un pulitore adatto e uso un panno pulito, senza pelucchi.
- Rimuovo vernice, anodizzazione, sporco visibile e ossido con una spazzola in acciaio inox dedicata solo all’alluminio.
- Passo la spazzola in una sola direzione, senza mischiare residui di altri metalli sulla superficie.
- Controllo il fit-up del giunto: meno gioco c’è tra i lembi, meno calore spreco per riempire fessure inutili.
- Blocco il pezzo con morsetti stabili e, se lavoro su lamiera sottile, uso un supporto di rame o una piastra di contrasto.
- Su pezzi più massicci valuto un preriscaldo leggero, ma non lo uso mai per mascherare una preparazione scarsa.
- Faccio sempre una prova su scarto prima di passare al componente vero.
Questa sequenza sembra lunga solo sulla carta. In pratica ti salva il lavoro, perché sull’alluminio ogni contaminazione rimasta sotto il bagno si paga dopo, non durante. Preparato così, il pezzo entra in fase di saldatura con molte meno variabili da inseguire.
La tecnica che evita cordoni brutti e porosi
Con la TIG l’arco deve restare corto
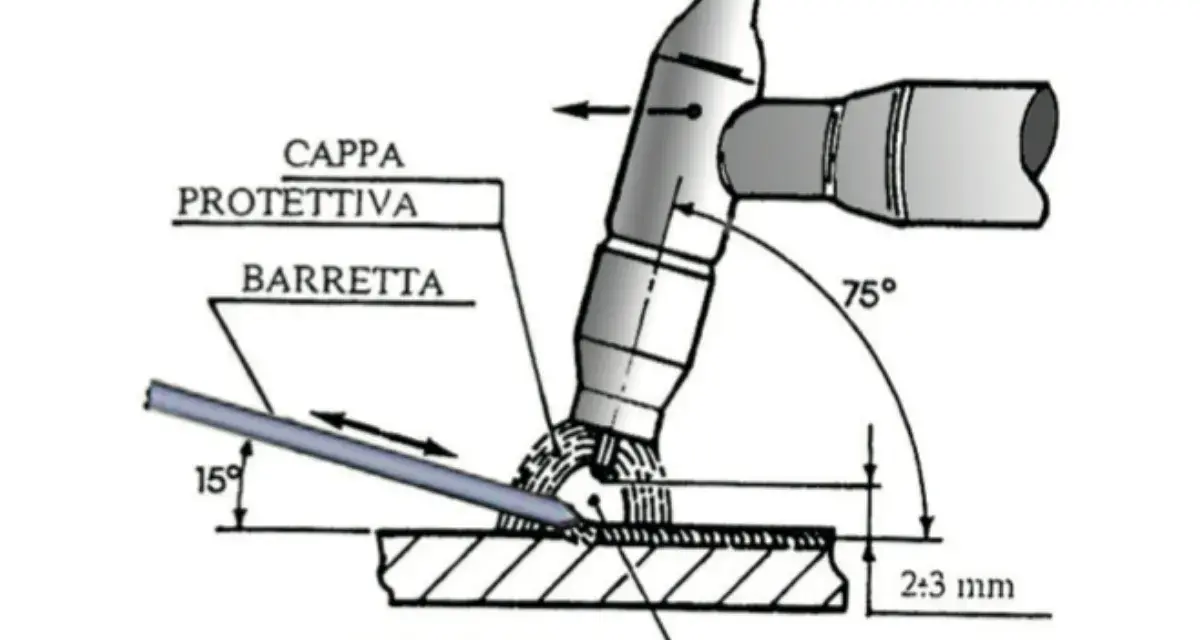
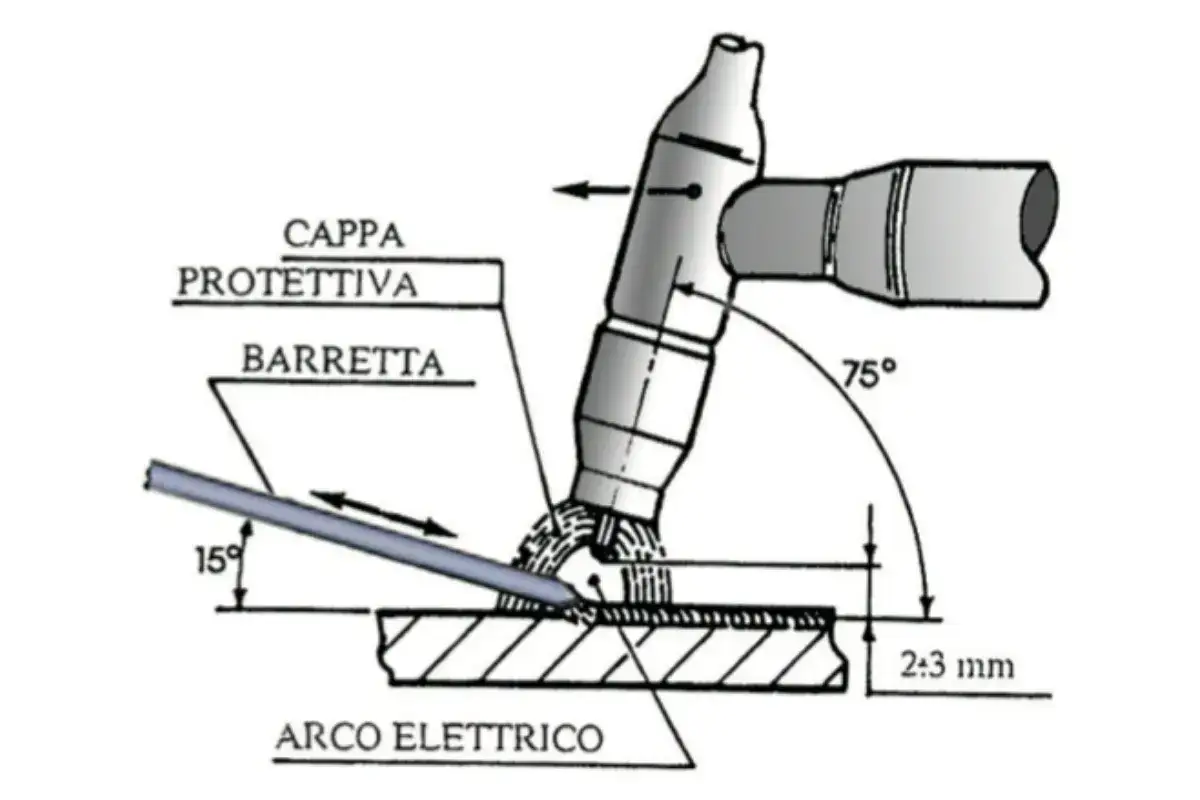
Con la TIG io parto da tre regole: arco corto, torcia stabile e argon puro. Un angolo di lavoro intorno ai 10-15 gradi nella direzione di avanzamento aiuta a vedere bene il bagno e a non sporcare il cordone; con una tazza standard, una portata di circa 6-10 L/min è un punto di partenza sensato, senza esagerare e creare turbolenza.
- Aspetto il momento giusto per aggiungere il materiale d’apporto: il bagno deve essere lucido e regolare, non grigio o “sporco”.
- Se l’ossido è ancora evidente, aumento leggermente l’azione pulente della macchina, ma senza strafare con il bilanciamento.
- Non tocco il tungsteno con il filler: basta una contaminazione minima per rovinare stabilità e finitura.
- Su lamiere sottili lavoro con impulsi o con corrente più controllata, perché il calore eccessivo apre buchi prima ancora che il bagno si stabilizzi.
Leggi anche: Ruggine catena di ferro - Salvarla o sostituirla?
Con la MIG conta il traino del filo
Con la MIG sull’alluminio il gesto è più rapido, ma il sistema deve essere molto ordinato. Io uso la spinta, non il trascinamento, con un angolo di circa 10-15 gradi in avanti: così il gas protegge meglio il bagno e riduco il rischio di cordoni porosi. Qui la spool gun fa davvero la differenza, perché il filo morbido non ama percorsi lunghi e tortuosi.
- Uso solo rulli e guaine pensati per l’alluminio, perché una pressione sbagliata taglia il filo o lo schiaccia.
- Tengo il percorso del filo il più semplice possibile, senza curve inutili.
- Se il bagno si sporca o il cordone diventa irregolare, non insisto: fermo, pulisco e ricomincio.
Se trascuri anche uno solo di questi dettagli, il cordone cambia subito aspetto e ti costringe a fermarti. L’alluminio non perdona l’approssimazione, ma premia in modo netto chi lavora pulito e con movimenti coerenti.
Gli errori che rovinano più spesso un lavoro in alluminio
| Errore | Cosa succede | Correzione pratica |
|---|---|---|
| Usare la stessa spazzola dell’acciaio | Contaminazione incrociata, inclusioni e finitura scarsa | Tenere un brush dedicato solo all’alluminio |
| Usare un gas sbagliato in TIG | Bagno instabile, porosità e cordone sporco | Partire da argon puro e controllare bene il flusso |
| Lavorare su vernice, anodizzazione o grasso residuo | Mancanza di fusione e pori nel giunto | Rimuovere tutto prima della saldatura, non dopo |
| Mantenere l’arco troppo lungo | Bagno instabile e ossidazione | Tenere la torcia vicina e controllata |
| Scegliere il metallo d’apporto a caso | Cordone debole o soggetto a cricche | Scegliere 4043 o 5356 in base alla lega e alla sollecitazione |
| Insistere su una lamiera sottile con troppo calore | Deformazione, collasso del bordo o foro | Ridurre amperaggio, puntare, raffreddare e lavorare a piccoli tratti |
Il filo conduttore di tutti questi errori è lo stesso: l’alluminio mette in evidenza ogni scorciatoia. Se il pezzo viene bene al primo tentativo, di solito non è fortuna; è la somma di preparazione, gas, filo e impostazioni corrette. Ed è proprio qui che vale la pena capire quando il fai-da-te smette di essere una buona idea.
Quando fermarsi e far fare il lavoro a un’officina
Ci sono riparazioni che, semplicemente, non meritano il rischio. Se il componente è strutturale, porta carico, lavora con vibrazioni importanti o ha una funzione di sicurezza, io non lo affronto come semplice esercizio domestico. Un cordone bello non basta: deve reggere nel tempo e nelle condizioni reali di utilizzo.
- Staffe di sospensione, supporti motore, telai e componenti vicini a freni o sterzo.
- Serbatoi, contenitori in pressione e parti che devono essere perfettamente ermetiche.
- Fusioni molto porose, crepe estese o leghe sconosciute e già riparate più volte.
- Elementi che devono tornare in servizio senza compromessi dopo una rottura importante.
Su questi pezzi, il problema non è solo riuscire a saldarli: è sapere se la riparazione ha davvero senso. A quel punto, più che insistere, conviene rallentare e impostare il lavoro in modo corretto fin dall’inizio.
La sequenza che uso per iniziare senza buttare materiale
- Scelgo un pezzo non critico, dello stesso spessore del componente finale.
- Faccio una prova di pulizia e preparazione come se stessi lavorando sul pezzo vero.
- Decido prima il processo: TIG AC/DC se voglio controllo e finitura, MIG con spool gun se voglio velocità.
- Tengo vicino filler, argon, morsetti e un secondo scarto identico per correggere subito gli errori.
- Valuto il cordone solo dopo il raffreddamento, non mentre è ancora “bello” ma instabile.
Se il primo test non è convincente, non insisto sul pezzo buono: sull’alluminio i tentativi peggiori sono quelli fatti per non sprecare un minuto di preparazione. La strada giusta è più lenta all’inizio, ma alla fine costa meno, rovina meno materiale e insegna davvero come si comporta questo metallo.