In officina, quando serve leggere pochi centesimi senza passare subito al micrometro, il calibro cinquantesimale è uno degli strumenti più utili. Io lo considero un buon compromesso tra velocità, robustezza e precisione: abbastanza fine per controllare diametri, spessori e profondità, ma ancora semplice da usare mentre lavoro su un banco con trucioli, polvere o vicino a un elettroutensile. Qui trovi una spiegazione pratica di come funziona, come si legge davvero e quando conviene rispetto ad altri strumenti di misura.
Le cose da sapere prima di usarlo in officina
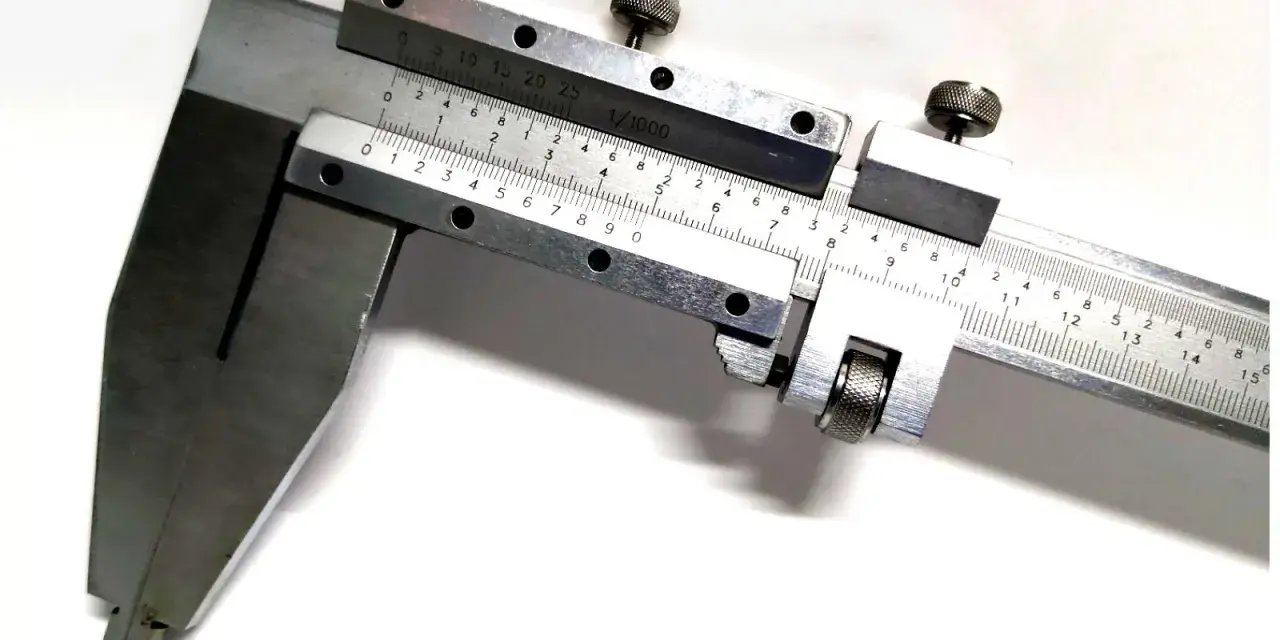
- La risoluzione è di 0,02 mm, quindi ogni lettura utile scende ai due centesimi.
- Il nonio ha 50 divisioni su 49 mm: è questa geometria a permettere la lettura fine.
- È adatto a misure esterne, interne, di profondità e di gradino.
- Nel laboratorio e nel fai-da-te è utile per controlli rapidi su pezzi piccoli e medi, non per sostituire sempre il micrometro.
- Se lavori in ambienti sporchi o umidi, un modello analogico ben fatto può essere più affidabile di uno digitale economico.
Che cosa misura davvero e quando conviene sceglierlo
Il principio è semplice: una scala fissa indica i millimetri interi, mentre il nonio mobile serve a leggere la frazione di millimetro. In pratica, io lo uso quando il classico decimo non basta ma non voglio ancora passare a uno strumento più specialistico. È molto comodo su piccoli alberi, boccole, punte appena affilate, rondelle, spessori lavorati al banco e profondità di fori praticati con trapano o avvitatore a colonna.
Il formato da 150 mm è il più diffuso, ma in officina si trovano anche versioni da 200, 300, 450 e 500 mm per pezzi più grandi o per profondità maggiori. La cosa importante è capire che la precisione dichiarata non sostituisce il metodo: se i becchi non sono puliti, se il pezzo è caldo o se lo strumento è usurato, i due centesimi sulla carta diventano subito molto meno affidabili. Capito questo, la lettura della scala smette di sembrare complicata.
Ed è proprio la lettura il punto in cui nascono gli errori più comuni.
Come leggere la scala da 0,02 mm senza sbagliare
La logica è sempre la stessa: leggi prima i millimetri interi sulla scala principale, poi cerchi la tacca del nonio che coincide perfettamente con una tacca della scala fissa. Ogni divisione del nonio vale 0,02 mm, quindi la misura finale si ottiene sommando la parte intera e la frazione letta sul cursore. Il motivo tecnico è chiaro: 50 divisioni occupano 49 mm, quindi tra una tacca e l’altra c’è una differenza minima che corrisponde a due centesimi di millimetro.
Leggi anche: Rimuovere mandrino trapano - La guida definitiva
Tre passaggi che funzionano sempre
- Chiudi il calibro senza forzare e verifica che lo zero sia corretto.
- Leggi l’ultimo millimetro completo visibile sulla scala fissa.
- Individua la tacca del nonio che combacia meglio con la scala principale e moltiplica il numero per 0,02.
Un esempio pratico chiarisce tutto: se sulla scala principale leggo 24 mm e la settima tacca del nonio è quella che coincide, aggiungo 0,14 mm. Il risultato è 24,14 mm. Il punto delicato non è il calcolo, ma l’allineamento visivo: se guardi di lato o premi male i becchi, la tacca “giusta” sembra coincidere ma in realtà non lo fa.
Una volta presa confidenza con questo schema, il calibro diventa davvero rapido da usare; a quel punto ha senso vedere dove rende meglio sul banco di lavoro.
Dove rende meglio in officina e nel fai da te
Io lo considero uno strumento da controllo veloce, non da misura “astratta”. È molto utile quando vuoi sapere subito se un pezzo rientra nelle tolleranze oppure no, soprattutto dopo una lavorazione con trapano, smerigliatrice, sega o una piccola finitura manuale. La precisione da due centesimi fa la differenza su lavori piccoli, dove mezzo decimo cambia già l’accoppiamento.
| Uso reale | Cosa controllo | Perché il calibro aiuta |
|---|---|---|
| Fori e punte | Diametro di una punta, di un foro o di una boccola | Capisci subito se la misura è coerente con il pezzo che devi montare |
| Alberi e perni | Diametro esterno di un albero, di un perno o di un asse | Verifichi usura, consumo o correttezza di una lavorazione |
| Spessori | Lamiera, rondelle, distanziali, guarnizioni | Eviti montaggi troppo laschi o troppo serrati |
| Profondità | Fori ciechi, cave, gradini, battute | L’asta di profondità ti dà un riferimento rapido e ripetibile |
| Controllo post-lavorazione | Pezzetti appena tagliati o rifiniti | Ti dice se la finitura ha realmente portato la quota dove volevi |
Quando il pezzo è ancora caldo, però, io aspetto sempre qualche minuto: l’acciaio dilata e anche un controllo veloce può risultare falsato. Lo stesso vale per i pezzi con bave o trucioli residui: prima si pulisce, poi si misura. Questa disciplina sembra banale, ma in officina è quello che fa la differenza tra una misura utile e una misura solo “apparente”.
Proprio perché è versatile, vale la pena confrontarlo con gli altri modelli prima di comprarne uno o di usarlo al posto sbagliato.
Confronto con altri calibri e con il digitale
Non sempre il modello da due centesimi è la scelta migliore. Se serve velocità, un digitale è più immediato; se serve robustezza e assenza di batterie, l’analogico resta una scelta molto solida. Se invece devi fare controlli ripetitivi su pezzi più delicati o vuoi una lettura ancora più fine, il micrometro è spesso più adatto.
| Tipo | Risoluzione tipica | Punti forti | Limiti | Quando lo sceglierei io |
|---|---|---|---|---|
| Decimale | 0,1 mm | Semplice, economico, veloce | Troppo grossolano per molti controlli di officina | Per misure indicative e lavori poco critici |
| Ventesimale | 0,05 mm | Buon compromesso tra lettura e precisione | Meno fine quando il pezzo richiede più dettaglio | Per uso generale in fai-da-te evoluto e manutenzione |
| Da 0,02 mm | 0,02 mm | Molto preciso, ancora abbastanza rapido | Richiede occhio allenato e buona pulizia | Per officina, controllo qualità leggero e pezzi piccoli |
| Digitale | Spesso 0,01 mm nominali | Lettura immediata, conversione mm/pollici | Batteria, elettronica, qualità variabile | Quando vuoi rapidità e leggi spesso la misura |
Il digitale non è automaticamente “migliore”: se il sensore è mediocre o la batteria è debole, la comodità sparisce in fretta. In un ambiente sporco o con guanti, io continuo a preferire un buon analogico ben costruito; in un banco pulito e con molte letture consecutive, il digitale può far risparmiare tempo. La scelta giusta dipende più dal contesto che dalla moda del momento.
Se il confronto ti aiuta a orientarti, il passo successivo è evitare gli errori che fanno perdere precisione anche allo strumento migliore.
Errori che falsano la misura e come evitarli
Qui, nella pratica, si gioca quasi tutto. Molti calibri non “sbagliano” da soli: è l’uso che li fa sembrare imprecisi. Io controllo sempre questi punti, perché sono quelli che incidono davvero sul risultato finale.
- Pezzo sporco o con bave: anche un residuo minuscolo altera la misura. Prima si pulisce il pezzo, poi si legge.
- Pressione eccessiva sui becchi: stringere troppo deforma la sensazione di contatto e può far perdere il punto corretto.
- Allineamento sbagliato: se il calibro non è perfettamente perpendicolare al pezzo, la lettura diventa falsa.
- Lettura obliqua: guardare di lato introduce un errore di parallasse, soprattutto sui modelli analogici.
- Pezzo caldo: il materiale dilata e la quota cambia mentre lo misuri.
- Zero non controllato: se lo strumento non chiude bene a zero, tutte le misure successive partono già falsate.
- Uso improprio: non va usato come morsetto, leva o strumento da segnare sul pezzo.
Quando devo fare un controllo serio, io faccio anche una verifica periodica con riferimenti noti o con blocchetti pianparalleli, soprattutto se lo strumento lavora ogni giorno. Non serve trasformare ogni controllo in un laboratorio metrologico, ma ignorare l’usura è un errore costoso: i becchi si consumano, il cursore può prendere gioco e la precisione dichiarata non basta più.
Tenuti sotto controllo questi dettagli, resta solo da capire quale modello abbia più senso comprare o tenere nel banco attrezzi.
Quando la precisione da 0,02 mm basta davvero e quando conviene salire di livello
Nel 2026, in Italia, io considero realistico questo scenario: un calibro manuale da 150 mm di fascia hobbistica si trova spesso tra 20 e 50 euro, mentre i modelli con profondità, regolazione micrometrica o lunghezze maggiori salgono facilmente oltre i 100 euro. I digitali di fascia base possono costare poco di più o poco meno, ma quelli robusti, con protezione migliore e marchi professionali, arrivano tranquillamente in fasce più alte. Il prezzo, da solo, non dice tutto: conta la fluidità del cursore, la qualità dei becchi, la leggibilità della scala e la presenza di una taratura affidabile.| Cosa controllare prima dell’acquisto | Perché conta |
|---|---|
| Portata utile | Deve coprire davvero i pezzi che misuri più spesso |
| Scorrimento del cursore | Se è duro o ha gioco, la lettura diventa meno affidabile |
| Bloccaggio e regolazione fine | Aiutano molto quando il pezzo è piccolo o la misura va ripetuta |
| Materiali e finitura | Acciaio ben fatto, scala leggibile e becchi puliti durano di più |
| Conformità dichiarata | Nei modelli professionali cerco riferimenti chiari a standard come DIN 862 o UNI 6906 |
Se lavori soprattutto su manutenzione, piccoli montaggi e controlli rapidi, la versione da 0,02 mm è spesso più che sufficiente. Se invece devi fare misure ripetitive, accoppiamenti stretti o verifiche molto critiche, io salirei senza esitazione verso un micrometro o verso uno strumento digitale di fascia alta. In altre parole: il calibro giusto non è quello più costoso, ma quello che ti fa misurare bene senza rallentare il lavoro.