Il micrometro è uno di quegli strumenti che in officina fanno davvero la differenza quando serve leggere un centesimo di millimetro con sicurezza. In questo articolo chiarisco le sue parti, il principio di funzionamento, i modelli più usati e gli errori che falsano la misura, così puoi capire che cosa stai usando e soprattutto perché ogni dettaglio costruttivo conta. Lo faccio con un taglio pratico, orientato a chi lavora con elettroutensili, pezzi meccanici e controlli dimensionali precisi.
Gli elementi che fanno davvero la precisione del micrometro
- La struttura base comprende arco, incudine, asta mobile, manicotto, tamburo e sistema di bloccaggio.
- Nei modelli meccanici comuni il passo della vite è di 0,5 mm e la lettura tipica arriva a 0,01 mm.
- La frizione o il cricchetto servono a mantenere costante la pressione di contatto, non sono un accessorio secondario.
- Il micrometro è più adatto del calibro quando la tolleranza è stretta e la superficie è già ben preparata.
- Temperatura, pulizia e allineamento incidono sulla lettura tanto quanto la qualità dello strumento.
Le parti del micrometro e il compito di ciascun elemento
Il micrometro per esterni, che è il più diffuso in officina, ha una struttura semplice solo in apparenza. L'arco sostiene tutto il corpo e deve essere rigido, perché una minima flessione altera la misura; all'estremità opposta trovi l'incudine, la faccia fissa contro cui appoggia il pezzo. Tra i due lavora l'asta mobile, detta anche spindle, che avanza grazie alla vite micrometrica.
Intorno a questi elementi ci sono le parti di lettura: il manicotto o sleeve, con la scala principale, e il tamburo o thimble, che porta la scala mobile. Nei modelli più curati compare anche il cricchetto, che limita la forza di serraggio, mentre il bloccaggio serve a fermare la quota durante la lettura o il confronto con un campione. Se lo strumento è destinato a un uso intenso, non è raro trovare superfici di contatto in metallo duro e guance termoisolanti, due dettagli che riducono usura e disturbo termico.
| Componente | Funzione | Cosa succede se è trascurato |
|---|---|---|
| Arco | Garantisce rigidità e geometria stabile | La misura può variare se il telaio flette o si scalda troppo |
| Incudine e asta mobile | Creano le due facce di misura | Usura, sporco o danni cambiano il punto di contatto |
| Manicotto e tamburo | Permettono la lettura della quota | Una scala poco leggibile aumenta gli errori di lettura |
| Cricchetto e bloccaggio | Stabilizzano la pressione e fermano la misura | La forza applicata diventa irregolare e il valore perde affidabilità |
Quando si capisce a cosa serve ogni pezzo, diventa molto più facile leggere lo strumento con criterio. Da qui il passo successivo è il cuore del micrometro: la vite e il modo in cui trasforma un giro in una misura leggibile.
Come la vite micrometrica trasforma un giro in una misura
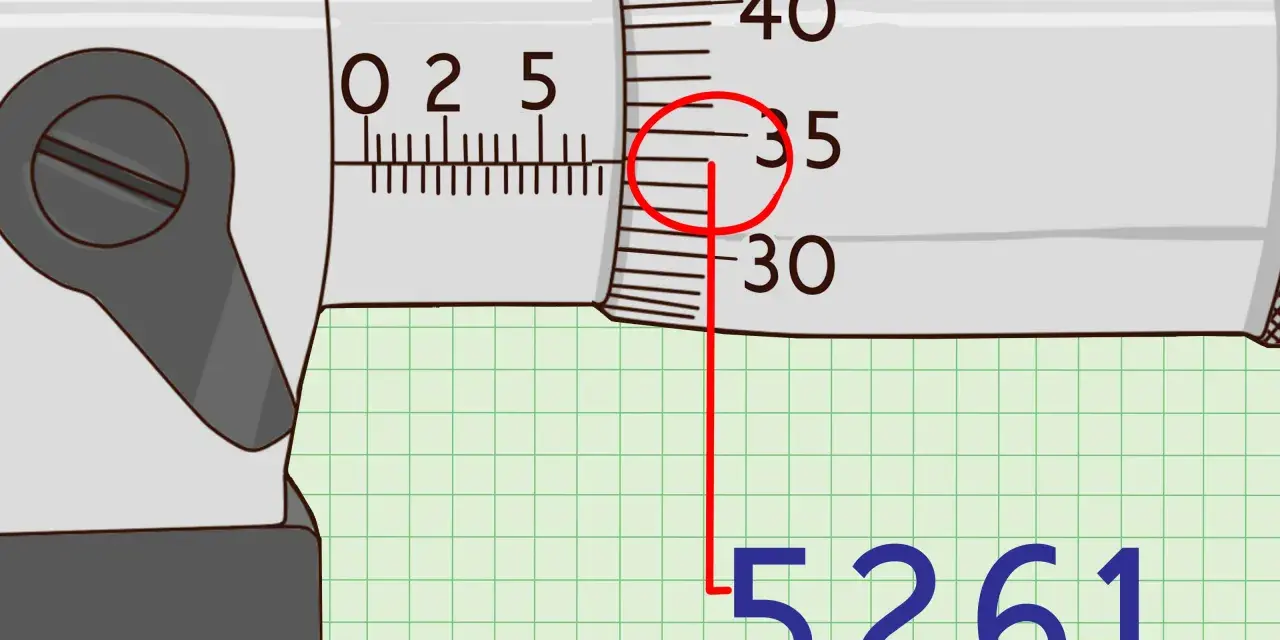
Il principio di funzionamento è meccanico e molto elegante. La vite avanza lungo un passo noto: nei modelli classici un giro completo corrisponde a 0,5 mm; se il tamburo è diviso in 50 tacche, ogni tacca vale 0,01 mm. Nei modelli più raffinati si arriva anche a 0,001 mm, ma nella pratica di officina la sensibilità di 0,01 mm resta il riferimento più comune.
La lettura non è complicata, ma richiede ordine. Prima si osservano i millimetri visibili sul manicotto, poi si aggiungono i centesimi indicati dal tamburo. Se il riferimento supera, per esempio, 12 mm e il tamburo segna 37 divisioni, la misura è 12,37 mm. Sembra un passaggio banale, però nella pratica il risultato dipende da tre condizioni: contatto corretto, pezzo ben allineato e pressione costante.
Qui sta il motivo per cui il micrometro non perdona l'approssimazione. Se il pezzo è sporco, caldo o inclinato, il numero resta preciso sulla scala ma sbagliato nella sostanza. Ed è proprio per questo che ha senso scegliere anche il modello giusto in base al tipo di misura che devi fare.
I modelli che incontrerai davvero in officina
Non esiste un solo micrometro adatto a tutto. In officina si lavora con forme diverse, accessi diversi e tolleranze diverse, quindi il tipo di strumento va scelto in funzione del pezzo, non per abitudine. Io parto sempre da questa domanda: devo misurare un diametro esterno, un foro, una profondità o una forma speciale?
| Tipo di micrometro | Uso tipico | Punto forte | Limite principale |
|---|---|---|---|
| Per esterni | Alberi, barre, spessori, particolari torniti | È il più diretto e il più diffuso | Richiede superfici accessibili e ben appoggiate |
| Per interni | Fori e sedi interne | Permette un controllo molto preciso dell'alesaggio | Richiede più attenzione nel posizionamento |
| Di profondità | Scanalature, gradini, cave | Utile quando serve controllare una quota nascosta | La base deve appoggiare in modo stabile |
| A tre punti | Fori con richiesta di elevata ripetibilità | Si centra meglio e riduce l'incertezza operativa | È più specifico e meno universale |
| Digitale | Lavori rapidi, lettura immediata, controlli frequenti | Riduce gli errori di interpretazione della scala | Dipende da batteria, elettronica e protezione dell'ambiente |
Ci sono poi versioni con incudini intercambiabili o punte speciali, pensate per lavori meno comodi: filettature, pareti sottili, gole o punti difficili da raggiungere. Questo è utile soprattutto in officina, perché un buon strumento non è quello “più bello”, ma quello che riesce a misurare il pezzo senza forzarlo. E proprio qui entra in gioco il modo corretto di usarlo.
Come leggere e usare lo strumento senza falsare la misura
Quando controllo un pezzo, io seguo sempre una sequenza precisa. Prima pulisco le facce di misura e il particolare, poi verifico lo zero e solo dopo accosto il micrometro. Se il contatto non è pulito, la lettura parte già storta; se invece stringo troppo, rischio di deformare il pezzo o di caricare male la vite.
I controlli che faccio sempre
- Verifico che le superfici di contatto siano pulite e senza bave.
- Controllo il punto zero prima di iniziare la serie di misure.
- Appoggio il pezzo in asse, senza inclinarlo tra incudine e asta mobile.
- Uso il cricchetto o la frizione fino a sentire una pressione costante, non fino a “serrare forte”.
- Leggo la scala all'altezza degli occhi per evitare errori di parallasse.
- Blocco la quota solo quando devo confrontarla o registrarla con calma.
Leggi anche: Mazzuolo - Guida completa: scegli quello giusto e usalo al meglio
Gli errori che falsano più spesso la misura
- Misurare un pezzo ancora caldo di lavorazione.
- Lasciare trucioli, olio denso o sporco sulle facce di contatto.
- Ruotare il tamburo con troppa forza e affidarsi alla “sensazione” invece che alla frizione.
- Usare lo strumento fuori campo di misura o oltre la sua corsa utile.
- Ignorare l'usura della vite, delle facce di misura o del blocco di fermo.
Un micrometro ben usato è molto affidabile, ma pretende disciplina. E quando il compito cambia, conviene anche capire se è davvero lo strumento più adatto oppure se il calibro basta e avanza.
Quando il micrometro batte il calibro e quando no
In officina il confronto con il calibro è inevitabile, perché i due strumenti si somigliano solo in superficie. Il calibro è più rapido e più versatile, mentre il micrometro è più forte quando la priorità è la precisione di lettura. Come regola pratica, se la tolleranza richiesta scende nel campo dei centesimi, il micrometro diventa la scelta sensata; se invece serve un controllo veloce e meno rigoroso, il calibro resta spesso più comodo.
| Situazione | Micrometro | Calibro |
|---|---|---|
| Controllo finale di un albero lavorato | Più adatto, perché legge i centesimi con maggiore affidabilità | Utile solo come controllo rapido preliminare |
| Misura di un pezzo grezzo o di una quota non critica | Spesso è sovradimensionato rispetto al bisogno reale | Più veloce e pratico |
| Verifica di un foro o di una sede con tolleranza stretta | Molto efficace, soprattutto con modelli interni o a tre punti | Può risultare meno stabile nella lettura |
| Controllo di profondità o di geometrie semplici | Buono se serve precisione, ma meno immediato | Spesso sufficiente se la precisione richiesta è moderata |
La differenza, in pratica, non è solo nella precisione dichiarata ma nel tipo di lavoro. Io scelgo il micrometro quando il pezzo va davvero “chiuso” in una misura affidabile, non quando devo solo farmi un'idea approssimativa. Da qui vale la pena passare a ciò che conviene controllare prima dell'acquisto o della messa in servizio.
Cosa controllare prima di comprarlo o tenerlo efficiente nel tempo
Se devo valutare un micrometro per officina, guardo pochi elementi ma li guardo bene. Il primo è il campo di misura: i modelli più comuni lavorano a passi di 25 mm, per esempio 0-25 mm, 25-50 mm, 50-75 mm e così via. Il secondo è la risoluzione: 0,01 mm basta per molte lavorazioni meccaniche, mentre 0,001 mm ha senso solo quando il controllo è davvero stretto e la catena di misura lo giustifica.
- Facce di misura: meglio se in metallo duro, perché resistono più a lungo all'usura.
- Cricchetto o frizione: deve lavorare in modo regolare, senza scatti strani.
- Bloccaggio: utile se il pezzo va confrontato con calma o registrato su scheda.
- Isolamento termico: le guance o i punti di presa aiutano se lo strumento viene maneggiato spesso.
- Protezione e custodia: un micrometro lasciato sul banco si degrada molto più in fretta di uno riposto bene.
- Taratura e verifica zero: in un uso professionale non sono formalità, ma parte della qualità del lavoro.
La manutenzione è altrettanto sobria: pulizia dopo l'uso, niente urti, niente serraggi inutili, controllo periodico dello zero e conservazione nella sua custodia. Se queste abitudini diventano automatiche, il micrometro resta uno strumento estremamente affidabile anche dopo un impiego intenso. E, a quel punto, è chiaro perché le sue parti strutturali contano più di quanto sembri a prima vista.
Le parti del micrometro che meritano davvero attenzione in officina
Quando riassumo il tema in modo pratico, mi concentro su tre idee: rigidità del corpo, costanza della pressione e leggibilità della scala. Se una di queste tre cose viene trascurata, la misura perde valore anche se lo strumento sembra perfetto all'esterno. È qui che il micrometro si distingue da uno strumento “qualunque”: non basta che abbia le tacche giuste, deve lavorare in condizioni corrette.
Per questo, in officina, io non guardo solo il numero inciso sul tamburo. Osservo la qualità del contatto, la pulizia, il campo di misura e il tipo di lavoro che devo fare. Se il pezzo è piccolo e la tolleranza è stretta, il micrometro è quasi sempre la scelta giusta; se invece cerco velocità e controllo grossolano, il calibro resta più pratico. La differenza, alla fine, non la fa il nome dello strumento ma il modo in cui le sue parti lavorano insieme.
Se vuoi ottenere misure davvero affidabili, tratta il micrometro come un elemento di precisione e non come un semplice accessorio da banco: è questo approccio, più di qualsiasi scala graduata, che fa la qualità del risultato.