I punti che contano davvero prima di intervenire
- Le anomalie più critiche sono cricche, mancanza di fusione e mancanza di penetrazione.
- Porosità, inclusioni di scoria, sottosquadro e spruzzi nascono spesso da pulizia e parametri sbagliati.
- Non tutto si vede a occhio: alcuni difetti richiedono controlli non distruttivi come PT, MT, UT o RT.
- La prevenzione parte prima dell’arco: preparazione dei lembi, protezione del bagno e consumabili in ordine.
- Se lo stesso difetto torna più volte, il problema è quasi sempre nella procedura, non nella finitura.
Che cosa rende un difetto davvero rilevante
Non ogni imperfezione ha lo stesso peso. Un cordone con qualche spruzzo in più può essere solo un problema di pulizia, mentre una cricca o una mancanza di fusione cambiano la storia del giunto: diventano punti di concentrazione delle tensioni e aprono la strada a rotture premature. Per questo, in officina, io distinguo sempre tra difetto estetico, difetto funzionale e difetto strutturale.
Conta anche l’uso finale del pezzo. Su un componente ornamentale puoi tollerare una finitura meno pulita; su una struttura caricata, su un tubo in pressione o su un assieme che lavora a fatica, gli stessi segni diventano molto più seri. In pratica, il difetto non si giudica solo da come appare, ma da come compromette il servizio del pezzo.
Un altro punto che crea spesso confusione è la differenza tra difetti superficiali e interni. I primi si vedono subito o quasi; i secondi possono restare nascosti sotto il cordone e farsi scoprire solo con controlli specifici. Ed è proprio lì che vale la pena passare dai segni visibili alle tipologie più comuni, perché il rimedio cambia parecchio da un caso all’altro.
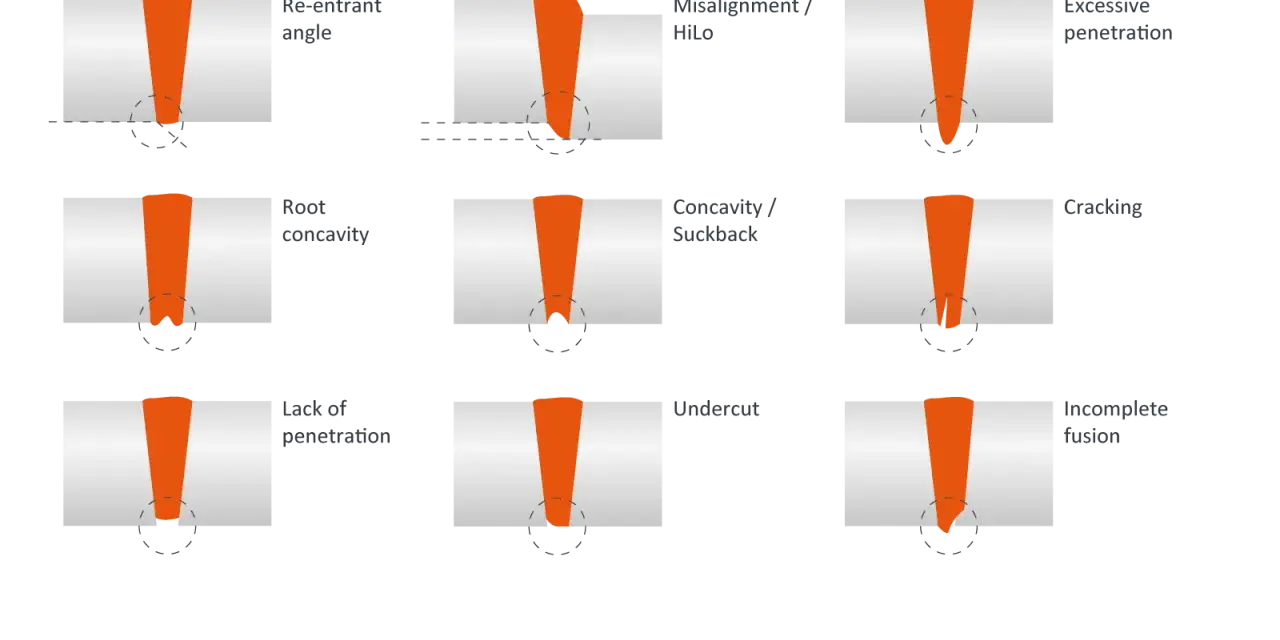
I difetti di saldatura più comuni e come si presentano
| Difetto | Come si riconosce | Cause frequenti | Rischio pratico |
|---|---|---|---|
| Porosità | Piccoli fori o cavità nel cordone, a volte visibili in superficie | Contaminazione, umidità, protezione gassosa insufficiente | Indebolisce il giunto e peggiora tenuta e finitura |
| Inclusioni di scoria | Residui intrappolati nel metallo depositato, spesso nascosti tra le passate | Pulizia tra i passaggi scarsa, tecnica errata, angolo elettrodo non corretto | Riduce continuità del giunto e può innescare cricche |
| Mancanza di fusione | Il metallo d’apporto non si lega bene al materiale base o alla passata precedente | Calore insufficiente, velocità troppo alta, angolo torcia sbagliato | È uno dei difetti più critici perché crea un’interfaccia debole |
| Mancanza di penetrazione | Il bagno non arriva in profondità nel giunto | Corrente troppo bassa, preparazione del giunto insufficiente, accesso al fondo scarso | Sezione resistente ridotta, soprattutto su giunti di testa |
| Cricche | Fessure sottili nel cordone o nella zona termicamente alterata | Raffreddamento sfavorevole, tensioni residue, materiale contaminato o troppo rigido | Difetto più severo: può propagarsi rapidamente |
| Sottosquadro | Scanalatura lungo il bordo del cordone | Corrente eccessiva, avanzamento troppo rapido, tecnica poco stabile | Riduce lo spessore utile ai bordi del giunto |
| Spruzzi e sovrapposizione | Gocce disperse attorno al cordone o metallo che si posa senza fondersi bene | Parametri fuori finestra, gas non adeguato, velocità eccessiva o troppo bassa | Di solito meno grave delle cricche, ma segnala un processo poco controllato |
| Distorsione | Il pezzo si imbarca o si deforma dopo la saldatura | Eccesso di calore, sequenza di saldatura sbagliata, fissaggio insufficiente | Può compromettere quote, accoppiamenti e planarità |
La gerarchia è chiara: non tutti questi difetti hanno lo stesso impatto, ma tutti dicono qualcosa sul processo. Le cricche restano il campanello d’allarme più serio; porosità e spruzzi, invece, spesso parlano di pulizia, protezione e impostazioni da correggere prima ancora di rifare il pezzo. Da qui il passo successivo è capire da dove nascono davvero.
Da cosa nascono davvero queste imperfezioni
Preparazione insufficiente
La causa più banale è anche una delle più frequenti: superfici sporche, ossido, vernice, grasso o umidità. Io parto sempre da qui, perché un metallo non pulito altera il bagno di fusione, intrappola gas e rende instabile l’arco. Anche un giunto preparato male, con gioco irregolare o lembi non coerenti, porta facilmente a mancanza di fusione o penetrazione insufficiente.
Parametri fuori finestra
Se il calore è troppo basso, il metallo non bagna bene e il giunto resta “freddo”; se è troppo alto, aumentano sottosquadro, spruzzi e deformazioni. Non esiste un valore universale che funzioni su tutto: materiale, spessore, processo e posizione cambiano il risultato. La regola pratica è semplice: un difetto ripetuto quasi sempre nasce da un settaggio ripetutamente sbagliato, non da sfortuna.
Protezione del bagno debole
Nel MIG/MAG la schermatura è decisiva. Un flusso di gas indicativamente nell’ordine di 12-19 l/min, cioè 25-40 CFH, può essere un buon punto di partenza, ma va sempre adattato a torcia, ugello, posizione e metallo. Se il flusso è troppo basso, se ci sono correnti d’aria o se l’ugello è sporco, la porosità arriva subito. È uno di quei casi in cui pochi minuti di verifica evitano ore di rifacimento.
Leggi anche: Saldatura inox - Evita errori, ottieni cordoni perfetti!
Tecnica e consumabili
La mano dell’operatore pesa più di quanto si creda. Velocità di avanzamento, angolo della torcia, lunghezza dell’arco e distanza dalla zona di lavoro cambiano la forma del bagno e la qualità della fusione. Poi ci sono gli elementi che molti trascurano: filo umido, elettrodi degradati, rulli trainafilo non coerenti, ugelli sporchi, massa posizionata male. Tutti dettagli piccoli, ma insieme fanno la differenza tra un cordone stabile e una serie di problemi che si inseguono.Quando leggo un difetto ricorrente, non mi chiedo mai solo “come lo riparo?”, ma soprattutto “che cosa, nel processo, lo sta alimentando?”. Ed è per questo che il riconoscimento in officina viene prima della correzione.
Come riconoscerli in officina prima che il cordone lasci il banco
Il controllo visivo resta il primo filtro, ma va fatto bene. Una luce insufficiente, una superficie ancora sporca di scoria o un’ispezione troppo rapida fanno perdere segnali evidenti. Io guardo sempre tre cose: continuità del cordone, regolarità del profilo e comportamento ai bordi del giunto. Se i lembi non sono ben bagnati, se il bordo è scavato o se compaiono piccoli crateri, il processo va fermato e rivisto.
- Segni superficiali da cercare: cricche visibili, sottosquadro, spruzzi e pori affioranti.
- Segnali di processo: cordone troppo convesso o troppo piatto, bagnatura irregolare, crateri terminali.
- Indizi di difetti nascosti: aspetto coerente fuori ma giunto “freddo” ai lati, passate che sembrano unite ma non lo sono.
- Controlli utili: liquidi penetranti e magnetoscopia per difetti di superficie, ultrasuoni o radiografia per quelli interni, in base al lavoro richiesto.
Su pezzi importanti, il solo occhio non basta. Le discontinuità interne possono restare invisibili e diventare un problema solo in esercizio, quando arrivano carico, vibrazione o fatica. Per questo il controllo va scelto in funzione del pezzo, non per abitudine.
Se la diagnosi arriva tardi, la correzione diventa più costosa. Ecco perché conviene sapere non solo come vedere il difetto, ma anche come intervenire senza peggiorarlo.
Come correggerli senza peggiorare il giunto
| Problema | Prima correzione sensata | Cosa evitare |
|---|---|---|
| Porosità | Pulire a fondo, controllare gas, umidità e stato dei consumabili, poi risaldare | Coprirla con una passata sopra, sperando che sparisca |
| Mancanza di fusione | Asportare fino a metallo sano, correggere calore, angolo e velocità, quindi rifare il giunto | Insistere con un’altra passata senza cambiare impostazione |
| Mancanza di penetrazione | Rivedere preparazione del giunto, gap, corrente e accesso al root | Rifinire solo la faccia esterna |
| Inclusioni di scoria | Pulire tra le passate, correggere angolo e tecnica, poi riprendere | Lasciare residui e chiuderli dentro con una passata finale |
| Cricche | Fermarsi, rimuovere completamente la fessura e cercare la causa originaria | Saldare sopra la cricca senza eliminarla |
| Sottosquadro | Ridurre l’energia troppo aggressiva e riempire correttamente il bordo | Aumentare ancora il calore |
Qui c’è un principio che considero non negoziabile: non si ripara bene un difetto se non si elimina prima la sua causa. Altrimenti il giunto torna a presentare lo stesso problema, spesso in forma peggiorata. Per questo la correzione va sempre letta insieme alla procedura di saldatura qualificata, non come un intervento improvvisato.
Quando il difetto è esteso, ripetuto o legato a una parte critica, la soluzione più economica non è aggiungere materiale: è fermarsi, aprire il giunto e rifarlo con impostazioni corrette. Ed è proprio la prevenzione quotidiana che rende questa scelta meno frequente.
La routine che riduce davvero i rifacimenti
La prevenzione efficace non è teoria, è abitudine. Prima di saldare, io controllo sempre pulizia, accoppiamento dei lembi, fissaggio del pezzo e stato dei consumabili. Se il materiale è sporco o umido, se il giunto è aperto male o se la massa è messa in un punto scomodo, il difetto è quasi già scritto.
- Prima dell’arco: pulizia a metallo vivo, asciugatura dei materiali, verifica di gioco e allineamento.
- Durante la saldatura: velocità costante, angolo stabile, arco corto quanto serve, bagno protetto dal vento.
- Tra le passate: rimozione completa della scoria, controllo visivo rapido e correzione immediata di eventuali anomalie.
- Con il MIG/MAG: filo regolare, ugello pulito, gas impostato correttamente e componenti di alimentazione in ordine.
- Con il TIG: tungsteno pulito, protezione gassosa stabile e controllo molto accurato della distanza dall’arco.
- Con l’elettrodo rivestito: elettrodi asciutti, corrente adeguata e pulizia accurata fra una passata e l’altra.
La differenza vera, però, la fa la costanza. Un buon saldatore non è quello che corregge meglio il difetto, ma quello che ne produce meno perché riconosce in anticipo i segnali di deriva. È qui che l’officina smette di rincorrere i problemi e inizia a controllarli.
Quando conviene fermarsi e rifare il giunto
Ci sono casi in cui la riparazione parziale non ha senso. Se compare una cricca, se la mancanza di fusione è estesa, se la penetrazione è insufficiente su un giunto portante o se lo stesso difetto si ripresenta dopo due correzioni, io fermo il lavoro e rivaluto tutto dall’inizio. Il tempo perso a insistere su un cordone sbagliato vale quasi sempre più del tempo necessario per rifarlo bene.
Per chi lavora il metallo, questa è la lezione più utile: un cordone valido nasce da preparazione, parametri coerenti e controllo continuo, non da ritocchi finali. Se tieni in ordine questi tre elementi, le imperfezioni diminuiscono davvero e il pezzo esce dall’officina con meno incertezze e meno sorprese.